
Welcome to our in-depth exploration of bioreactors, a key technology in the biopharmaceutical industry. Bioreactors, known for their efficiency, precision, and versatility, play an essential role in developing therapeutic drugs and vaccines. In this article, we’ll delve into the different types of bioreactors, their applications in biopharmaceuticals, and why they are indispensable for advancing medical science.
To learn more about our cutting-edge bioreactor solutions and how they can revolutionise your biopharmaceutical processes, contact Fluid Biosolutions.
Bioreactors are at the heart of biopharmaceutical manufacturing, renowned for their ability to cultivate cells or microorganisms under controlled conditions. These sophisticated systems are designed to maintain optimal environments for biological reactions, ensuring high yields of the desired bioproduct. The precise control over parameters such as temperature, pH, oxygen, and nutrient levels is what sets bioreactors apart, making them integral in producing vaccines, antibodies, and other
therapeutic substances.
Bioreactors come in various forms, each suited to specific applications:
● Stirred-Tank Bioreactors: Widely used due to their versatility and scalability. Ideal for large-scale production of proteins and vaccines.
● Airlift Bioreactors: Known for their simplicity and low shear stress, perfect for fragile cell cultures.
● Fluidised Bed Bioreactors: Excellent for immobilised cells, offering high mass transfer rates and operational stability.
● Wave Bioreactors: Utilise a rocking motion for mixing, reducing shear stress. They are perfect for sensitive cell cultures.
The selection of a bioreactors, type depends on several factors, including the nature of the biological system, production scale, and desired product characteristics.
Bioreactors are crucial in numerous biopharmaceutical processes:
● Monoclonal Antibody Production: Key in cultivating mammalian cells for antibody production.
● Vaccine Manufacturing: Essential for growing virus or bacteria cultures in vaccine development.
● Cell Therapy and Regenerative Medicine: Used in growing stem cells and other therapeutic cells.
● Enzyme Production: Ideal for producing enzymes in high quantities.
● Biosimilar Development: Central to developing biosimilars, which require precise environmental control.
Selecting the ideal bioreactors, involves considering:
● Scale of Production: Assess whether the bioreactor can handle the required production scale.
● Cell Type Compatibility: Ensure the bioreactor is suitable for the specific cells used.
● Operational Parameters: Check if the bioreactor can maintain the necessary environmental conditions.
● Compliance and Standards: Ensure the bioreactor meets regulatory standards and industry certifications.
Proper maintenance is vital for the performance and longevity of bioreactors:
● Routine Checks: Regularly monitor for any signs of wear or operational issues.
● Cleaning and Sterilisation: Implement strict cleaning protocols to maintain sterility.
● Calibration: Regularly calibrate sensors and control systems.
● Documentation and Record-Keeping: Maintain detailed records of all operations and maintenance activities.
The biopharmaceutical industry is continuously evolving, and so are bioreactor technologies. Recent advancements include the development of single-use bioreactors, which offer increased flexibility and reduced contamination risk.
Additionally, the integration of advanced sensors and control systems for real-time monitoring and process optimisation is on the rise. The future may also see an increased focus on sustainable and energy-efficient bioreactor designs.
Bioreactors have been instrumental in several breakthroughs:
● Rapid Vaccine Development: Enabled swift response in vaccine production during global health crises.
● Advanced Therapeutics: Facilitated the development of personalised medicine and targeted therapies.
● Increased Production Efficiency: Enhanced yield and quality of biopharmaceutical products.
In conclusion, bioreactors are a cornerstone of the biopharmaceutical industry. Their ability to precisely control biological processes makes them invaluable in the production of lifesaving drugs and therapies. As biotechnology advances, bioreactors will continue to play a critical role in the development of new and improved medical treatments.
For a comprehensive range of bioreactor solutions and to discover how we can tailor them to your specific needs, visit Fluid Biosolutions.
Contact our expert team today to find out more about our innovative solutions, including our high-quality platinum cured silicone and silicone tubing products, as well as our advanced centrifuge technologies.
Silicone tubing stands as a cornerstone in the realm of modern medical devices, playing a pivotal role in various applications critical for patient care and treatment. As the healthcare industry continues to evolve, the demand for innovative medical
devices equipped with silicone tubing remains steadfast. This article aims to delve into the multifaceted significance of silicone tubing in contemporary medical device design and functionality.
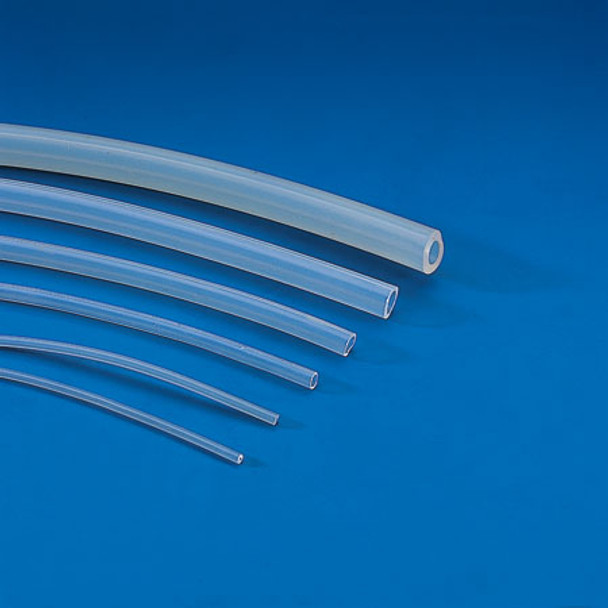
Silicone tubing is a flexible, hollow conduit made from silicone polymer, a synthetic material known for its exceptional biocompatibility and inertness. Unlike traditional materials such as rubber or plastic, silicone tubing offers a unique combination of properties ideal for medical applications. It boasts remarkable flexibility, durability, and resistance to a wide range of environmental factors, making it an indispensable component in various medical devices.
Silicone tubing finds extensive use across a spectrum of medical devices, facilitating critical functions in patient care and treatment:
● Intravenous (IV) Delivery Systems: Silicone tubing is integral to IV administration sets, providing a safe and reliable conduit for delivering fluids, medications, and nutrients directly into the bloodstream. Its flexibility and biocompatibility ensure seamless flow and minimal risk of adverse reactions.
● Peristaltic Pumps for Drug Delivery: Silicone tubing serves as the conduit in peristaltic pumps, which are commonly used for precise and controlled drug delivery in healthcare settings. The resilient nature of silicone tubing enables accurate dosing and consistent flow rates, essential for administering medications with precision.
● Catheters and Drainage Systems: Silicone tubing is a key component in catheters and drainage systems used for various medical procedures, including urinary catheterisation and wound drainage. Its softness, flexibility, and biocompatibility make it well-suited for prolonged contact with bodily tissues without causing irritation or discomfort.
Silicone tubing offers several advantages that make it indispensable in medical device manufacturing:
● Biocompatibility and Inertness: Silicone tubing is biocompatible, meaning it is well-tolerated by the human body and does not elicit adverse immune responses. Its inert nature minimises the risk of tissue irritation, inflammation, or allergic reactions, making it suitable for prolonged contact with bodily fluids and tissues.
● Flexibility and Durability: Silicone tubing exhibits exceptional flexibility and resilience, allowing it to bend, twist, and stretch without compromising structural integrity. This flexibility is crucial in medical devices where tubing may need to conform to complex anatomical structures or undergo repetitive movements during use.
● Resistance to High and Low Temperatures, Chemicals, and Radiation: Silicone tubing demonstrates robust resistance to a wide range of environmental factors, including extreme temperatures, harsh chemicals, and radiation exposure. This resistance ensures the reliability and longevity of silicone tubing in medical devices, even in demanding operating conditions.
Silicone tubing offers a high degree of customisation and variability to meet the diverse needs of medical device manufacturers:
● Various Sizes, Shapes, and Configurations: Silicone tubing is available in a wide range of sizes, ranging from microbore tubing used in minimally invasive procedures to larger diameters for high-volume fluid transfer applications. Additionally, manufacturers can choose from various shapes and configurations, including round, square, or rectangular cross-sections, to suit specific device requirements.
● Customisation Options for Specific Medical Device Requirements: Medical device manufacturers can customise silicone tubing to meet the exact specifications of their devices. This includes tailoring properties such as durometer (hardness), wall thickness, and colour to optimise performance and functionality. Customised silicone tubing ensures a perfect fit and seamless integration within the medical device assembly.
● Importance of Selecting the Right Type of Silicone Tubing for Each Application: With the availability of customisable options, it’s essential for manufacturers to select the right type of silicone tubing for each application.
Factors such as intended use, compatibility with other components, and regulatory requirements must be carefully considered to ensure optimal performance and patient safety.
Regulatory considerations play a pivotal role in the utilisation of silicone tubing within medical devices:
Compliance with Medical Device Regulations and Standards is paramount. Manufacturers must adhere to standards like ISO 13485 for quality management systems and ISO 10993 for biocompatibility testing. These standards ensure the production of safe and reliable medical devices.
Biocompatibility Testing and Validation are crucial steps in silicone tubing manufacturing. Testing assesses the material’s compatibility with biological systems, including cytotoxicity, sensitisation, and irritation tests, ensuring patient safety.
Regulatory Requirements for Sterilisation and Packaging are stringent. Silicone tubing must undergo sterilisation to eliminate microorganisms and maintain sterility until use. Compliance with validated sterilisation processes and appropriate packaging protocols is essential for patient safety.
These regulatory considerations underscore the importance of meticulous quality control and adherence to standards throughout the manufacturing process. By meeting regulatory requirements, manufacturers can ensure the safety, efficacy, and
compliance of medical devices containing silicone tubing.
Real-world case studies provide insight into the diverse applications of silicone tubing in medical devices:
● Case Study 1: Intravenous (IV) Delivery Systems: A medical device company developed an innovative IV administration set incorporating silicone tubing. The flexibility and biocompatibility of the silicone tubing enabled smooth fluid delivery, reducing the risk of complications for patients receiving intravenous therapy.
● Case Study 2: Catheters and Drainage Systems: A healthcare facility implemented silicone tubing-based catheters and drainage systems for patient care. The softness and durability of the silicone tubing contributed to patient comfort and device longevity, enhancing the overall quality of care.
These case studies highlight the crucial role of silicone tubing in enhancing the performance and reliability of medical devices across various healthcare settings.
Ongoing advancements in silicone tubing technology pave the way for future innovations in medical device design and functionality:
● Emerging Technologies and Materials: Researchers are exploring novel materials and manufacturing techniques to enhance the properties of silicone tubing. Advancements in material science and nanotechnology may lead to silicone tubing with improved strength, flexibility, and biocompatibility.
● Potential Advancements in Design and Functionality: Future silicone tubing designs may incorporate features such as integrated sensors for real-time monitoring of patient parameters or drug delivery systems with customisable flow rates. These innovations have the potential to revolutionise medical device capabilities and patient care outcomes.
By staying at the forefront of technological advancements and collaborating with industry partners, manufacturers can drive innovation in silicone tubing for medical devices, ultimately improving patient outcomes and advancing healthcare delivery.
Silicone tubing stands as a cornerstone in modern medical device manufacturing, offering unparalleled flexibility, biocompatibility, and durability. Its diverse applications, ranging from IV delivery systems to catheters and drainage systems,
underscore its vital role in patient care and treatment.
As we navigate the complexities of healthcare delivery, silicone tubing continues to drive innovation and improve medical device performance. From compliance with regulatory standards to the integration of emerging technologies, manufacturers are leveraging silicone tubing to enhance patient outcomes and elevate the standard of care.
Ready to incorporate high-quality silicone tubing into your medical devices?
Contact Fluid Biosolutions today to explore our range of silicone tubing solutions. Let us partner with you to develop innovative medical devices that prioritise patient safety, comfort, and efficacy. Together, we can shape the future of healthcare.

Centrifuges, known for their precision, efficiency, and adaptability, are instrumental in the processing and development of various biopharmaceuticals. In this comprehensive guide, we will explore the multifaceted role of centrifuges in biopharmaceutical processing, highlighting the latest innovations, benefits, applications, and how Fluid Biosolutions is spearheading these advancements.
Centrifuges are vital in biopharmaceutical processing for their ability to separate and purify biological products. This includes a wide range of biological substances like vaccines, enzymes, monoclonal antibodies, and other biotherapeutics. Centrifuge technology has evolved to meet the industry’s demanding standards, offering solutions that maintain the integrity and purity of sensitive biological materials.
Recent innovations in centrifuge technology have significantly enhanced their functionality in biopharmaceutical applications. These advancements include:
● Improved Rotor Designs: Modern centrifuges feature advanced rotor designs that maximise efficiency and minimise product damage.
● Enhanced Control Systems: State-of-the-art control systems in centrifuges allow for precise operation, optimising separation processes.
● Increased Automation: Automation has become a key feature in centrifuges, reducing manual intervention and increasing reproducibility.
Centrifuge technology extends beyond basic separation tasks. Its applications in the biopharmaceutical industry include:
● Downstream Processing: Centrifuges are crucial in the downstream processing of biologics, including clarification, purification, and concentration steps.
● Cell Therapy and Regenerative Medicine: Centrifuges play a role in the preparation and processing of cell therapies and regenerative medicine.
● Virus Purification: Essential in the purification of viruses for vaccine development and viral vector-based therapies.
The benefits of using centrifuges in biopharmaceutical processing are extensive:
● Increased Yield and Purity: Advanced centrifuges deliver higher yields and purity levels in biopharmaceutical products.
● Operational Efficiency: Their design and automation capabilities make centrifuges highly efficient, reducing process times and labour costs.
● Scalability: Modern centrifuges can easily scale up from research to production, accommodating varying batch sizes.
When selecting a centrifuge for biopharmaceutical processing, several factors need consideration:
● Operational Capacity: The centrifuge should match the scale of your biopharmaceutical processes.
● Compliance with Regulations: Ensure the centrifuge meets all relevant industry standards and regulatory requirements.
● Customizability: Some processes may require custom features or configurations in a centrifuge.
To ensure centrifuges operate at their best, regular maintenance and optimisation are necessary:
● Scheduled Maintenance: Regular maintenance schedules prevent unexpected downtime and prolong the life of the equipment.
● Performance Monitoring: Continuous monitoring helps in early detection of any potential issues.
● Staff Training: Proper training of staff in the operation and maintenance of centrifuges ensures optimal performance and safety.
The future of centrifuge technology is bright, with ongoing research and development focusing on:
● Integration of Advanced Analytics: Incorporating advanced analytics for real-time monitoring and process optimisation.
● Sustainability Initiatives: Developing more energy-efficient and environmentally friendly centrifuge models.
● Customisation and Flexibility: Creating centrifuges that can be easily adapted to various biopharmaceutical processes.
To showcase the impact of centrifuges in the biopharmaceutical industry, here are additional case studies:
● Streamlining Biologic Drug Production: How a leading pharmaceutical company leveraged advanced centrifuges to streamline the production of biologic drugs, achieving higher efficiency and purity.
● Innovative Cell Therapy Processing: A case study of a biotech firm using centrifuges in innovative ways to process cell therapies, enhancing the quality and viability of therapeutic cells.
Centrifuge technology is an indispensable part of the biopharmaceutical industry, driving innovations and improvements in drug development and manufacturing. The advancements in centrifuge design and functionality are setting new standards in efficiency, purity, and scalability. As the industry continues to evolve, so will the capabilities and applications of centrifuges, making them even more vital to the future of biopharmaceutical processing.
For a closer look at how Fluid Biosolutions’ Centrifuge technologies can revolutionise your biopharmaceutical processes, visit our website or contact our expert team for a tailored solution.
In the world of fluid transfer, the choice of tubing material can significantly impact the efficiency, safety, and quality of the process. Silicone tubing, with its standout qualities of being both tough and adaptable, has emerged as a frontrunner. But what exactly makes silicone tubing so special? In this blog, we’re going beyond the surface to explore how silicone tubing excels in applications where dependability is key. Join us as we unpack the reasons behind its popularity across various sectors, from healthcare to your local brewery.
In this in-depth look at silicone tubing, we’ll cover:
1. Why Silicone?: Your blog opens with an introduction that sets the stage for why silicone tubing is a superior choice, matching the first point of your summary.
2. Durability Defined: You have a section titled “Understanding Durability in Silicone Tubing” that explains why silicone tubing is so durable, directly aligning with the “Durability Defined” point.
3. Flexibility in Action: The section “The Flexibility of Silicone Tubing” perfectly encapsulates the flexibility aspect, as outlined in your summary.
4. A Sector-by-Sector Breakdown: Your “Industry Applications” segment provides a detailed look into how silicone tubing benefits various industries, just as promised in the summary.
5. Saint-Gobain Life Sciences Excellence: The dedicated section on Saint-Gobain Life Sciences’ silicone tubing highlights the partnership and product quality, matching the summary point.
6. Silicone vs. The Rest: The comparative analysis of silicone tubing against other materials like PVC, latex, or polyurethane is well-covered under “Comparing Silicone Tubing with Other Materials.”
7. Keeping it Prime: Maintenance advice is provided in the “Maintenance and Care for Silicone Tubing” section, ensuring readers know how to prolong their silicone tubing’s lifespan.
8. Your Questions, Answered: Lastly, the “Frequently Asked Questions” section addresses common inquiries, providing clarity and additional information as indicated in your summary.
The Significance of Silicone Tubing in Fluid Transfer Silicone tubing, known for its resilience and elastic nature, has become an indispensable component in various applications, from medical devices to food and beverage processing. Its unparalleled flexibility allows it to bend and stretch without losing its shape or integrity, making it ideal for systems requiring tight turns and complex routing. Moreover, the durability of silicone tubing ensures that it can withstand repeated use and exposure to harsh conditions without degrading, a critical factor for industries that demand high standards of hygiene and performance.
At the heart of silicone tubing’s durability is its robust material composition. Silicone, a synthetic rubber, possesses a unique molecular structure that gives it resistance to extreme temperatures, UV light, and chemicals. This resilience makes silicone tubing a preferred choice in environments where exposure to aggressive substances or extreme conditions is common. Whether it’s transferring steam in sterilisation processes or handling corrosive fluids in chemical manufacturing, silicone tubing maintains its integrity, ensuring a safe and uninterrupted flow of materials.
Flexibility is another hallmark of silicone tubing, enabling its use in a variety of demanding applications. Unlike rigid materials that can crack or break under pressure, silicone tubing offers superior elasticity, allowing it to be fitted around obstacles and into tight spaces with ease. This flexibility does not come at the expense of strength; silicone tubing can withstand significant pressure variations and pulsations, ensuring a reliable conduit for fluids under varying operational conditions.
Silicone tubing’s versatility shines across numerous sectors. In the medical field, it’s used for intravenous (IV) lines and catheters, thanks to its biocompatibility and sterilisation factors. The pharmaceutical industry relies on it for drug delivery systems, where purity and precision are paramount. In the food and beverage sector, silicone’s non-toxic, tasteless, and odourless qualities make it perfect for transferring consumables without affecting quality or safety. Additionally, its thermal stability is crucial in aerospace and automotive industries for coolant and fuel lines that can withstand extreme temperatures.
At the heart of our commitment to providing superior fluid transfer solutions at Fluid Biosolutions is our partnership with Saint-Gobain Life Sciences. Renowned for their pioneering spirit and commitment to quality, Saint-Gobain Life Sciences brings to the table a range of silicone tubing products that set the bar in the industry. Their dedication to innovation is evident in every piece of silicone tubing they produce, designed to meet the rigorous demands of various applications—from medical and pharmaceutical processes to food and beverage production.
Saint-Gobain Life Sciences’ silicone tubing is engineered for resilience and versatility, ensuring operations are not just efficient but also safe and compliant with industry standards. This commitment to excellence makes Saint-Gobain’s products a cornerstone of our offerings, giving our clients access to fluid transfer solutions that truly stand the test of time. By choosing silicone tubing from Saint-Gobain Life Sciences, available through Fluid Biosolutions, you’re selecting a product that embodies durability and flexibility, essential for challenging environments and critical applications.
When compared to materials like PVC, latex, or polyurethane, silicone tubing offers superior flexibility and durability, especially in extreme conditions. PVC, while cost-effective, lacks the temperature range and chemical resistance of silicone. Latex can trigger allergic reactions and degrades more quickly over time. Polyurethane offers good flexibility but doesn’t match silicone’s comprehensive resistance to heat, UV, and chemicals. These comparisons highlight why silicone tubing is often the preferred choice for demanding applications.
To maximise the lifespan and performance of silicone tubing, proper maintenance is crucial. Regular cleaning with mild soap and water is sufficient for most applications, followed by thorough drying. For medical or food-grade tubing, sterilisation methods such as autoclaving, gamma irradiation, or ethylene oxide (EtO) gas can be employed, depending on the manufacturer’s specifications. It’s also important to store silicone tubing away from direct sunlight and extreme temperatures to prevent premature ageing.
Q: Can silicone tubing be used for high-pressure applications?
● A: Yes, silicone tubing can handle a range of pressures, but it’s essential to select the right wall thickness and reinforcement for the application.
Q: Is silicone tubing resistant to all chemicals?
● A: While silicone tubing is resistant to many chemicals, its compatibility can vary. It’s important to consult compatibility charts or the manufacturer for specific substances.
Q: How long does silicone tubing last?
● A: The lifespan of silicone tubing depends on the application, including factors like temperature, chemical exposure, and mechanical stress. With proper care, it can last several years.
In the demanding world of fluid transfer, where efficiency, safety, and quality are paramount, the choice of tubing material is critical. Silicone tubing, with its unmatched durability and flexibility, rises above alternatives like PVC, latex, or polyurethane, proving itself time and again in the most challenging environments. At Fluid Biosolutions, we understand the importance of reliable fluid transfer solutions across all industries—from medical and pharmaceutical to food and beverage, and beyond. Our extensive range of high-quality silicone tubing products is crafted to meet the highest standards, ensuring your operations run smoothly and safely.
Choosing the right silicone tubing can dramatically impact the success of your applications, delivering superior performance where other materials fall short. Our silicone tubing solutions are designed to cater to your specific needs, offering a blend of durability and flexibility that is hard to find elsewhere. By partnering with Fluid Biosolutions, you’re not just selecting a product; you’re choosing peace of mind, knowing that your fluid transfer requirements are in expert hands.
We invite you to explore our silicone tubing offerings and discover how we can enhance your operations with our tailored solutions. For further information or to discuss your needs in detail, contact us today. Let’s work together to achieve optimal results in safety, efficiency, and cost-effectiveness, ensuring your operations excel in every aspect.

Welcome to our comprehensive guide on silicone tubing, a crucial component in the pharmaceutical industry. Silicone tubing, known for its flexibility, durability, and chemical inertness, plays a pivotal role in various pharmaceutical processes. In this guide, we will discuss why silicone tubing is the preferred choice for pharmaceutical applications, covering its benefits, applications, and maintenance. To discover more about our high-purity silicone tubing and how it can enhance your pharmaceutical operations, contact Fluid Biosolutions today.
Silicone tubing is a cornerstone in the pharmaceutical industry, prized for its exceptional properties. It stands out for its remarkable flexibility, making it ideal for various fluid transfer applications. Additionally, its inert nature ensures that it does not react with medications or biological samples, preserving their purity. The tubing’s ability to withstand a wide range of temperatures, from extreme cold to intense heat, without degradation, is crucial for maintaining the integrity of sensitive pharmaceutical products. These features make silicone tubing indispensable in pharmaceutical manufacturing and research labs.
Benefits of Using Silicone Tubing
One of the key benefits of silicone tubing in pharmaceutical applications is its non-reactivity. This property is crucial as it ensures that the tubing does not leach chemicals into the products or react with the substances it transports. This is particularly important in the pharmaceutical industry, where product purity is paramount. Silicone tubing is also known for its excellent thermal stability. It can operate in a wide temperature range without losing its flexibility or structural integrity, making it ideal for processes involving heat sterilisation.
Another advantage is its longevity and durability. Silicone tubing can withstand repeated use and sterilisation processes without degrading, making it a cost-effective and reliable choice for long-term use. Furthermore, its translucency allows for easy monitoring of fluid flow, which is essential in many pharmaceutical operations.To explore our range of silicone tubing, please visit our silicone tubing page here.
Applications in the Pharmaceutical Industry
Silicone tubing is extensively used in various pharmaceutical operations. Its application ranges from being a part of peristaltic pumps, which are essential for moving fluids through processes without contamination, to its use in drug delivery systems where precision and purity are critical. In laboratories, silicone tubing is used in applications requiring high levels of cleanliness and non-toxicity, such as in the handling of sensitive biological samples. Its versatility also extends to being used in manufacturing processes, where it aids in the safe transfer of raw materials and finished products. Please see below examples of specific applications of silicone tubing in the pharmaceutical industry:
Selecting the Right Silicone Tubing
Choosing the appropriate silicone tubing for pharmaceutical applications involves several key considerations:
Maintenance and Care Tips for Silicone Tubing
Proper maintenance is crucial for maximising the lifespan and effectiveness of silicone tubing in pharmaceutical applications:
Innovations and Future Trends in Silicone Tubing Technology
The pharmaceutical industry is at the forefront of innovation, and this extends to the development of silicone tubing technologies. There is ongoing research into new silicone compounds that promise enhanced performance characteristics, especially in terms of durability and chemical compatibility. Moreover, customisation is becoming increasingly important, with tubing solutions being tailored to meet the unique requirements of specific pharmaceutical applications.
Looking ahead, the integration of smart technology in silicone tubing is a potential trend. This could involve embedding smart sensors within the tubing to monitor fluid properties in real-time, offering unprecedented levels of control and safety. Additionally, in response to global environmental concerns, there is a growing focus on developing more eco-friendly silicone tubing options. These advancements not only promise to improve the functionality of silicone tubing but also align with the sustainability goals of the pharmaceutical industry.
Case Studies and Real-World Examples
To illustrate the impact of silicone tubing in the pharmaceutical industry, let’s explore a few case studies:
Each of these examples demonstrates the versatility and effectiveness of silicone tubing in real-world pharmaceutical applications.
In conclusion, silicone tubing stands as a pivotal element in the pharmaceutical industry, known for its versatility, safety, and efficiency. From enhancing drug delivery systems to improving laboratory research, its impact is widespread and crucial. As we have seen, advancements in this field continue to push the boundaries, promising even more innovative applications in the future. For those in the pharmaceutical sector, understanding and utilising the benefits of high-quality silicone tubing is not just an option, but a necessity for continued success and innovation.
Remember, for all your silicone tubing needs, explore our extensive range at Fluid BioSolutions’ High-Purity Tubing and Hoses.
To find out more about how we can create a customized solution for your needs, contact our friendly team here.

Unit 4, 5 Enterprise Drive Rowville VIC 3178
Phone: 0455 599 168
Email: sales@fluidbiosolutions.com.au